











心酒的酿酒工艺
一、心酒风格特征
“无色清亮透明,窖香浓郁,香味谐调,绵甜柔和,醇厚丰满,回味悠长”,突出“香”“甜”“净”谐调的风格,具有以己酸乙酯为主体的谐调复合香气。饮后不口干,不头痛,不宿醉,酒体色香味俱佳。二、微生物区系
从微生物区系角度分析,济宁有适于酿酒的微生物菌群。心心酒业粮食酒生产车间常年保持阴凉湿润,且空气清新,是各种有益微生物的良好栖息场所。为了构建曲药微生物栖息的大环境,定期向曲房四周环境喷洒大量的老曲粉,造就微生物环境菌群优势。近40年来,在不断地生产过程中,经过长期的自然淘汰、驯化和优选,在曲室、厂房、空气、地面、工具等场所,特别是曲室和窖池形成了特定的、适于浓香型心酒酿造的微生物菌系。在酿造厂房的墙壁上,筛选出产香芽孢杆菌、生香酵母菌、霉菌等细菌、酵母菌和霉菌等酿酒功能菌。白酒的酿造和白酒中香味成分的形成都是微生物代谢的结果。因此,心酒典型风格的形成得益于这一特殊的自然环境。三、科学培养人工窖泥
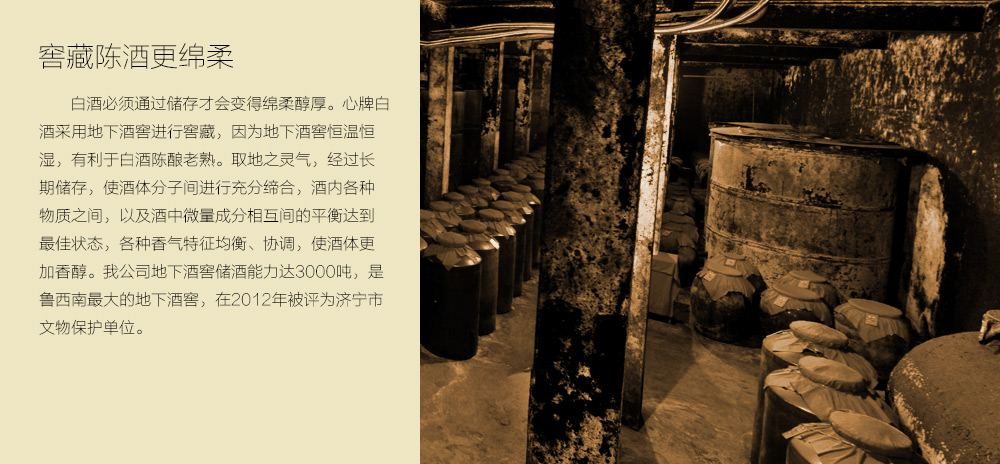
浓香白酒大曲酒呈香呈味物质的生成,绝大多数与窖泥有关。“百年老窖”能产优质酒,这充分说明了窖泥质量对酒质的影响极大。窖泥是浓香型白酒功能菌生长繁殖的载体。窖泥中的微生物区系极为复杂,窖泥中栖息的微生物除己酸菌、丁酸菌外,还有对产生香味物质有影响的、具有特殊功能的甲烷菌、甲烷氧化菌、丙酸菌和嗜热芽孢杆菌等微生物。经过多年的生产实践,心酒人工培养老窖泥的技术较为完善,采用优质黄泥(含沙量较少,具有黏性)、窖皮泥(已用于封窖的泥)、鲜酒糟、麦曲、优质黄水、优质酒尾、己酸菌液、干制活性窖泥功能菌在35℃条件下进行保温,密闭发酵30天左右即可勘窖。
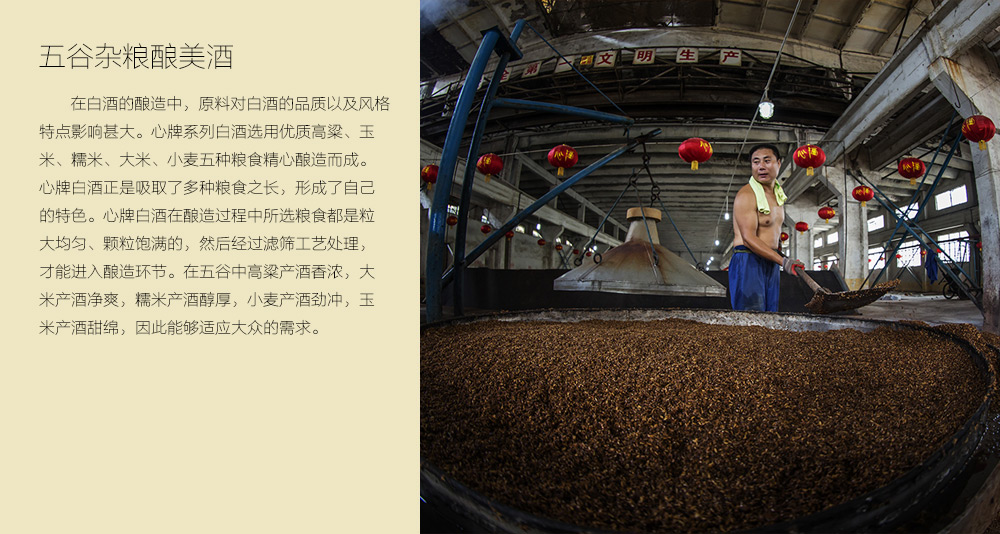
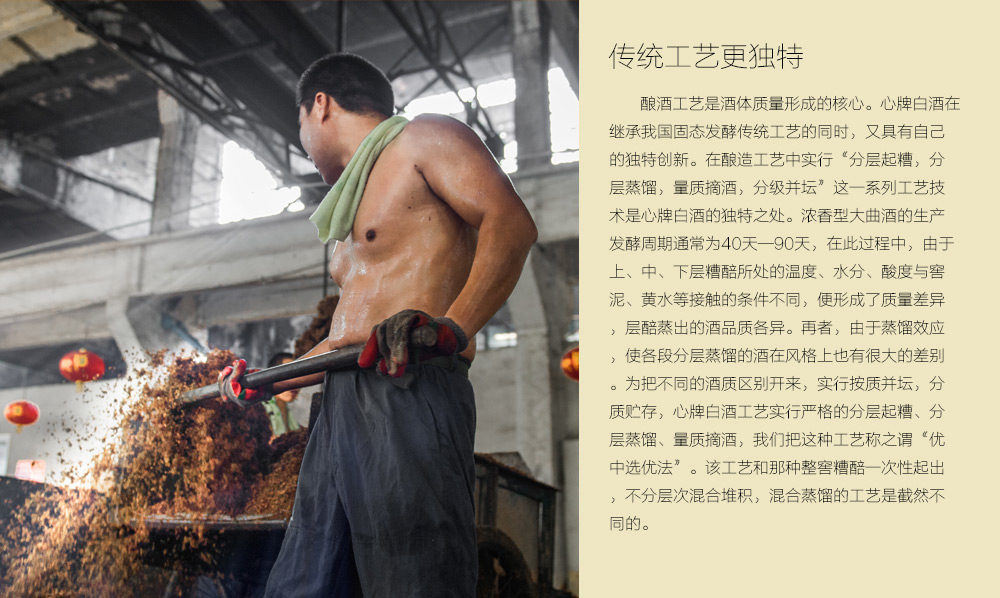
四、科学的酿酒工艺
浓香型心酒的酿制过程中将高温大曲和中温大曲按比例混合使用。它对形成心酒的典型风格起着关键的作用。高温大曲中有耐高温细菌,高含量的酸性蛋白酶,种类繁多的微生物种,复杂的酶系,呈香呈味物质丰富,它是心酒呈现香气浓郁、复合香较好的重要条件。低温入窖与缓慢发酵是心酒生产的工艺控制点, 有利于醇甜物质的形成,有利于控酸产酯,有利于控制高级醇的形成,有利于加速新窖老熟。入池温度的高低是正常发酵的首要条件。如果入池温度过高,会使粮糟糖化发酵升温快,打扰糖化与发酵作用的协调;糖化速度高于发酵速度,造成糖分的积累;给大量产酸菌的生长、繁殖和代谢创造了一个良好环境,造成酒醅酸度升高,影响白酒的质量,更不利于下排配料。同时,由于糖分消耗过多,变成酸味物质,也会降低白酒产量。若入池温度过低,也不利于有益酿酒微生物的生长繁殖,使酿出的白酒香味短、酒味淡、产量低等。因此,发酵规律依然遵循“前缓、中挺、后缓落”。


